
服(fú)務熱線:
138-2378-9927
服(fú)務熱線:
138-2378-9927

鄺(kuàng)先生:13823789927
電 話 :0755-27090593
傳(chuán) 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道朝陽 路北方(fāng)永發科技園3棟3樓

好處1、出產自(zì)動化消除後續工序,有利於出產自動化。製件經熱流道溫控器模具成型後即為成品,無(wú)需修剪澆口及(jí)收回加工冷(lěng)澆道等工序。有利於出產自動化(huà)。國外很多產品出產廠家均將熱流道溫控(kòng)器與自(zì)動化結合起來以大(dà)幅(fú)度地進步出(chū)產(chǎn)功率。許(xǔ)多先進(jìn)的塑(sù)料成型工藝是在(zài)熱流道技(jì)術基礎(chǔ)上發展起來的。如PET預成(chéng)型製(zhì)造,在模具中多(duō)色(sè)共(gòng)注(zhù),多種材料共注工藝(yì)等(děng)。好處2、縮(suō)短周(zhōu)期3、模具圖片,在熱流道模具中因沒有冷澆道,所以無出產費料。這對於塑料價格貴的使用(yòng)項目含義特別重大。

熱流道溫控器加熱器運用注意(yì)事項A.元件答應在下列條件下工作:(1)電熱管出線端的氧化(huà)鎂粉,在運用場所防止受到汙染物與水分進入,防(fáng)止漏電事端的發生(2)絕緣電阻≥1MΩ 介電強度:2KV/1min.(3)熱流道溫控器電熱管應做好定位固(gù)定,有效發熱區有必要悉數浸入(rù)液體或金屬固(gù)體內,嚴禁空(kōng)燒(shāo)。發現管體表麵有水垢或結碳時,應及時清除幹淨再用,避(bì)免(miǎn)影(yǐng)晌散(sàn)熱而縮短運用壽命。(4)加(jiā)熱易熔金屬或固(gù)態硝鹽、堿、瀝清、石臘等時,應先降(jiàng)低運(yùn)用電壓(yā),待介質熔化後,才幹升至(zhì)額定電(diàn)壓。

熱流(liú)道溫控器(qì)成型零件是指構成製品形狀的各種零件,包含動模、定模和型腔(qiāng)、型芯、成型杆以及排氣口等(děng)。成型部件由型芯和(hé)凹模組成。熱流道溫控器型芯構(gòu)成製(zhì)品的內外表,凹(āo)模構成製品的外外表形狀。合模後型芯和型腔便(biàn)構成了(le)模具的型腔。按工藝(yì)和製作要(yào)求,有時型芯和凹模由若幹拚塊組合而成,有時做成全體,僅(jǐn)在易損壞、難加工的部位采用鑲件。為確保塑料製品外表的光亮美觀(guān)和簡單脫模,凡與塑料(liào)觸摸的外表,其粗糙度Ra>0.32um,並且要耐腐蝕。成型零件一般都經過熱處理來(lái)提高硬度,並選用耐腐蝕的(de)鋼材製作。
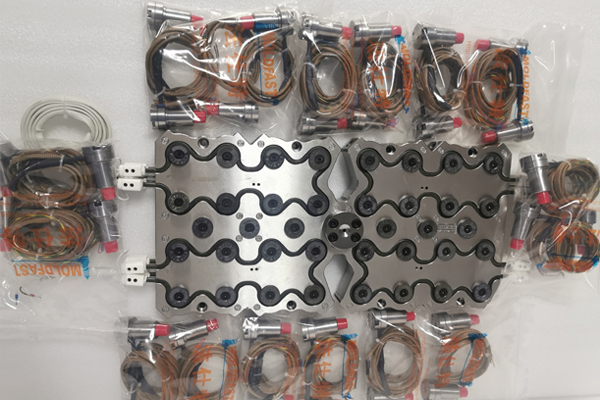
1。在熱(rè)流(liú)道溫控器熱嘴封膠方(fāng)位和上台階方位掃紅丹,與模具匹配。2。測試熱頭,然(rán)後將其拆下,查看1級密封膠是否(fǒu)觸摸到紅丹,2級台階是否觸摸(mō)到模具。假如沒有,請(qǐng)停止裝置(zhì)並查看(kàn)過錯調(diào)整。保證緊密配合且(qiě)無泄漏。在(zài)此過程中小心不要碰傷尖端。3。測試代碼模板,查看(kàn)平麵是否觸摸介子紅線,保證模板壓下分流板介子。4。裝置一切熱噴嘴,一起裝置中心墊(diàn)、中心銷和防轉移(yí)銷。把紅鉛掃到(dào)它的表麵。5。安置熱(rè)流道溫控器熱管嘴(zuǐ)接線,使其規整漂亮,並將(jiāng)每組線按順序編號。將線路連接到插座(zuò)。
138-2378-9927
家批發,深圳熱流道廠家批發(fā)") |
| 手(shǒu)機站 |

