
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真(zhēn) :0755-27090592
郵 箱 :moldfast@126.com
網 址(zhǐ):www.okay-valve.com
地 址 :深圳(zhèn)市寶安區燕羅街道朝(cháo)陽 路北方永(yǒng)發科技(jì)園3棟3樓

在理想的情況下,流道選用對稱方(fāng)法規(guī)劃,所有下行流道的流道長度都是共(gòng)同的(de)。在選用多型腔模具或非對稱式模具的情況下,流道的長度及轉彎點按流道平衡的概念具體規劃,可確保良好的流道分布。根本的特征類型有(yǒu)一模2腔、一模3腔、4腔H型、4腔X型等流道類型。組合為6腔、8腔、12腔、16注(zhù)塑模具熱流道腔、24腔模等等。分流板(bǎn)內流道用於確保讓熔融的液(yè)體能夠以有用的方法進行安置。注塑模具使用注塑模具熱流道一個重(chóng)要的過程是熱流(liú)道的規劃。

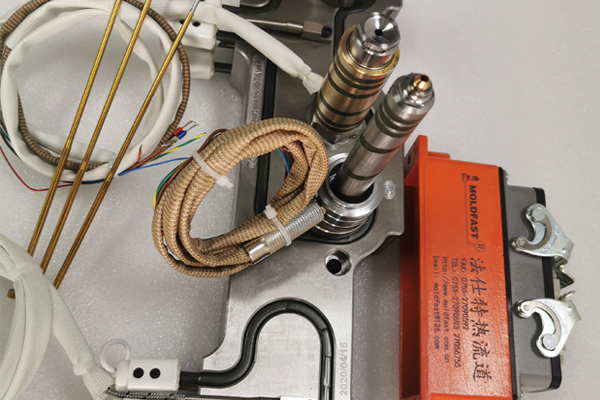
1、安裝前檢測板厚度,注塑模具熱流道一般要檢測四(sì)個(gè)板碼模板(bǎn)/分流板型腔板/熱嘴固定板/A模(mó)。因為這些板模胚廠加(jiā)工都會有餘量,我們檢測之後心裏有底,經驗豐富的人可以算出所需要的實際閥針長度。2、安裝(zhuāng)前檢測(cè)噴嘴深(shēn)度注塑模具(jù)熱流道,氣(qì)缸深度,以下是幾種(zhǒng)氣缸規格必須要熟知的幾個深度尺寸(cùn),熱嘴掛台到封(fēng)膠位置深度,這個安裝開放式的(de)也必熱(rè)流道須做的。3、安裝前(qián)檢測噴(pēn)嘴(zuǐ)角度。針閥式(shì)熱咀(jǔ),客戶模具上角度必須比閥針角度大(dà),除非直升封膠。

誤區一:注塑模(mó)具熱(rè)流道功率越大越好,電熱器電熱絲的(de)電阻是根據設定的功率來選用的,功率(lǜ)越大,總電阻就越小。電熱絲的電阻率有一個適當的範圍,假(jiǎ)如電阻率過大過小,就需要很短或很長、很細或很粗的電(diàn)熱絲,這樣對大小功率的電熱器都有製造(zào)和使用的困難。誤區二:越薄(báo)越好,有的客戶在選擇加熱器的時候一味要求薄,並以此作為判別廠家實力的標(biāo)誌。其實在不要求功率與使用壽命的情況下厚度隻要0.5的注塑模具熱流道加熱器也能夠做的,僅僅工序複雜一點罷(bà)了。
注塑模具熱流(liú)道注塑模具由動(dòng)模和定模兩部分組成,動(dòng)模安裝在注射成型機的移動模板上,定模安裝在注射成型機的(de)固定模板上。在(zài)注射成型時動模與定模(mó)閉合(hé)構成澆注(zhù)係統和型腔,開模時動模和定模分離以便取出塑料製(zhì)品。為了削(xuē)減繁重的模具設計和製作工作量,注塑模具熱流道注塑(sù)模大多采(cǎi)用了規範模架。模具的結構雖然因為塑(sù)料種類和性能(néng)、塑料製品的形狀和結構(gòu)以及注射機的類型等不同而可能千變萬化,但是(shì)基本結構是共(gòng)同的(de)。模具主要由澆注係統、調溫係統、成型零件和結(jié)構零(líng)件組成。

廠家批發(fā),深圳熱流道廠家(jiā)批發")
