
服務熱(rè)線:
138-2378-9927
歡迎來到深圳市法仕特熱流道有限公司官方網站!
服務熱(rè)線:
138-2378-9927

鄺先生(shēng):13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網(wǎng) 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道朝陽 路北方永發科技(jì)園3棟3樓

熱流道(dào)溫控器體係的長處許多,所以會被許多廠家選用,在這裏分享熱流道溫控器體係的長處或(huò)長處。一、成型周期:許多用(yòng)熱流道模具出產的薄(báo)壁零件的成型周期不到5秒。這是由於轉輪體係的冷卻時刻沒有約束,零(líng)件成型(xíng)固化後可以及時推出。二是節省塑料原資料:事實上,在世界(jiè)上石油和塑料資料價格(gé)昂貴的時代,國際(jì)上首要的熱流道出產商發展迅速。在純暖流道模具中由於沒有冷流道(dào),所以沒有出產浪費(fèi)。由於熱流道技術是下降(jiàng)資料成本(běn)的有效(xiào)途徑。

一般情況下,熱流道溫控器排氣(qì)孔既可(kě)設在型腔內熔(róng)料流動的止境(jìng),也可設在塑模的分型麵上。後者(zhě)是在凹(āo)模一側(cè)開設深0.03-0.2mm,寬1.5-6mm的淺槽。此(cǐ)外,亦可(kě)使用熱(rè)流道溫控器頂(dǐng)出杆與頂出(chū)孔的配合空隙,頂塊和脫模板與(yǔ)型芯的配合空隙等(děng)來排氣。它是在模具中開設的一種槽形出氣口,用以排出原有的及(jí)熔料帶入的氣體。熔料注入型腔時,原存於(yú)型腔內(nèi)的(de)空氣以及由熔體帶入的氣體在料流(liú)的止境通過排氣(qì)口向模外排出,不然將(jiāng)會使製品帶有氣孔、接不良、充模不滿(mǎn),乃至積存空氣因受緊縮產生高溫而將製(zhì)品燒。

熱流道溫控器(qì)閥針嘴是熱流道溫控器的重要部件,針閥熱流道閥針嘴的主要特(tè)色以及工作原理和日常維護。針閥熱流道閥針嘴特色:1、在大型製品的(de)模具中,通過次序控製閥澆口,改善甚至消除熔接紋。2、針閥技術能確保(bǎo)產品外表完美澆口(kǒu)質量,澆口痕跡很小,並且針閥能夠做到大澆口,以減小剪切熱量及壓力損(sǔn)失,降低填充壓(yā)力及提供寬裕的成型環境;3、熱嘴內(nèi)高導熱金屬能堅持一定熱量到澆口處,而模具使用隔熱層防止模具升溫,這對非結晶及半結晶塑膠是很有益的(de);

熱流道溫控器模具有以(yǐ)下優點(diǎn):(1)出產自動(dòng)化:消除後續工序,有利於出產自動化。製件經熱流道溫控(kòng)器模具成型後即為製品,無需修剪澆口及回收加工(gōng)冷澆道等工序。有利(lì)於(yú)出產自動化。現在有許多產品出產廠家均將熱流道與自動化結合起來以大幅度地進步出產(chǎn)效(xiào)率。許多(duō)先(xiān)進的塑料成(chéng)型工藝是在熱流道技術基礎上發展起來的。如PET預成型製作(zuò),在模具中多色共注,多種資料共注工藝等。(2)縮短周期(qī):製件成型周期縮短,因沒有澆道係統冷卻時刻的約(yuē)束,製件(jiàn)成型固化(huà)後便可及時頂(dǐng)出。
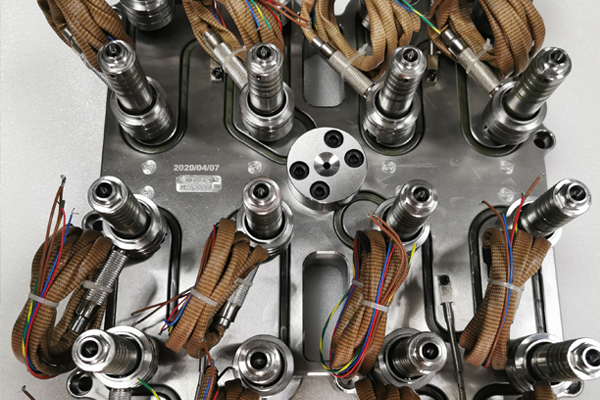
在理想的情況下,流道選用對稱方法規劃,所有下行(háng)流道的流道長度都是共同的。在(zài)選用多型腔模具或非對(duì)稱式模具的情況下,流道的長度及轉彎點按(àn)流道平衡的概念具體規劃,可確保良好的流道分布。根本的特征類型有一模(mó)2腔、一模3腔、4腔H型(xíng)、4腔X型等流道類型。組合(hé)為6腔、8腔、12腔、16熱流道溫控器腔、24腔(qiāng)模等等。分流板(bǎn)內流道用(yòng)於確保讓熔(róng)融(róng)的液體(tǐ)能夠以有用的方法進行安置。注塑模具使用熱流道溫控器一個重要的過程是熱流道(dào)的規劃。
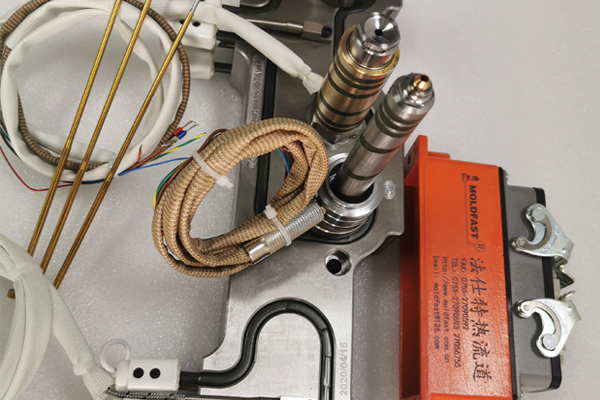
熱流道溫控器(qì)加熱器組成部分,加熱棒(bàng)由特殊生產工藝和(hé)優(yōu)質的資料製成,經久耐用,保證了在嚴密熱流(liú)道溫控器空間內的高(gāo)效運轉,即便在加熱外套溫度達700攝氏度時也可正常運轉。依照公製和國際規範製(zhì)造,一切型號都以VDE0721質檢要求為(wéi)規範,可以滿意大部分機器,工廠等使用加熱(rè)元(yuán)件(jiàn)的需求,電熱管有必要通過高(gāo)溫熱處理以(yǐ)消除鋼的機械張力,才幹較容易對電熱管進行曲折,加工成型後的加熱條能手(shǒu)動的彎入流(liú)道槽,形狀有多種:有加熱棒、加熱(rè)圈(quān)、螺旋式加熱器(加熱盤條)等。

道廠家批(pī)發(fā),深圳熱流道(dào)廠家批發")
