
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生(shēng):13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱(xiāng) :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深(shēn)圳市寶安區燕羅街道朝陽 路北方永發科(kē)技(jì)園3棟3樓

1)不必三板式模具,同(tóng)樣可以(yǐ)采用點澆口進料;簡化了模具結構,降低了對注射機開模行(háng)程的要(yào)求。2)節省原材料;避免了流道凝料回收、破碎再利用的工序和費用。3)流道中熔體始終處於熔融(róng)狀暖流道,態,活動(dòng)阻力小,有利於充模和保(bǎo)壓力的傳遞(dì),改進製品表麵質量和(hé)力學性能。4)熱流道加熱圈沒有冷卻和取(qǔ)出(chū)流(liú)道凝料的時(shí)暖流道,間,縮短(duǎn)成形周(zhōu)期;易於(yú)自(zì)動化出產。6)可用針閥式熱流道加熱圈澆口,操控澆口(kǒu)暖流道,封閉時間(jiān),確保製品成型質量。
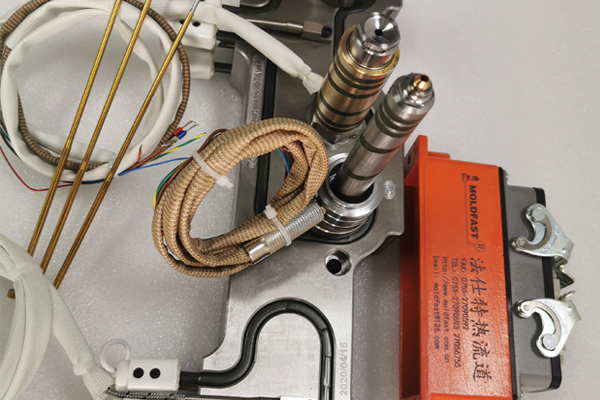
熱流道加熱圈體係中的注塑壓力丟(diū)失不容忽視。許多熱流道加熱圈(quān)模(mó)具用戶有一種誤解:位於暖流道裏的(de)塑(sù)料溶體始終是(shì)熱的,所以熱流道的注塑壓力丟失比冷流道要小許多。注塑壓力問題剖析客戶可能關於熱流道體係的使(shǐ)用(yòng)時(shí)不是很(hěn)細致,其實不然,為習慣熱流道結構設計的需求,溶體在熱流道(dào)體係裏的流(liú)動間隔會大大添加,因(yīn)此熱流道體係中的注塑壓力丟失也不可小窺。在實際應用中(zhōng),由於熱流道體係中注塑壓力丟失(shī)過大,形成注塑成型(xíng)困難的狀(zhuàng)況是許多的。

熱流道加熱(rè)圈體係被不少人購買(mǎi)和認(rèn)可(kě),是因為(wéi)對比於針閥式熱流道加熱圈體係來說要實惠些(xiē),而且結構簡潔,安裝方便,對於那些對(duì)產品外觀要(yào)求不高的產品的企業來說(shuō)就是很好的挑(tiāo)選。不過,開放式熱流道體係在拉絲方麵就比(bǐ)針閥式暖流(liú)道體係要多些了,運用開放式熱(rè)流道體係時呈現拉絲的情況相(xiàng)對來說就比較常見,原因主(zhǔ)要是塑件在冷卻時,是由澆口周邊皮層先固化,如果澆口區域固化(huà)不完全時(澆口區域溫度的不斷輸入),這時開模澆口區域的塑料被拉出構成拉(lā)絲現象(xiàng)。
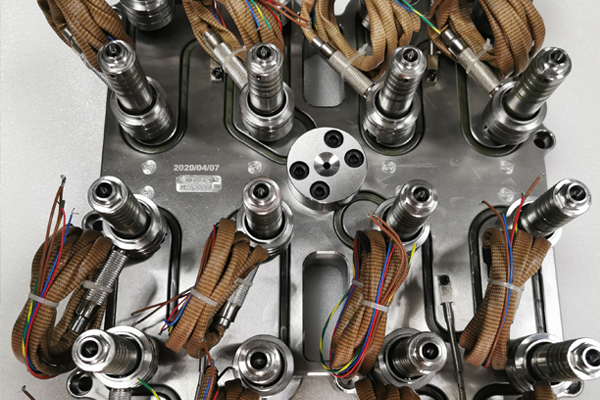
在當今日益(yì)先進(jìn)的技能,智能溫度操控係(xì)統集成技能現已從前(qián)期出生,現在逐漸涉及到許多職業,從室內室內地熱,空間恒溫,小如顯卡,主板,CPU、電源可以看到“智能溫度操控技能,智能溫度操控範疇的一個立異散熱,智(zhì)能溫度操控的新技能現已從各個製造商(shāng),如熱尖式噴嘴中的(de)澆道截麵直徑可由4毫米到16毫米不等,熱流道加熱圈噴嘴也隨之做成巨細不同的係類(lèi)。噴嘴澆口鑲件也有許多變體,以滿意不同的(de)運用要求,所以一般供貨商的熱流道加熱圈係類越豐富越好。

在注塑加工中,熱流道加熱圈與模具配合運用,並扮演著非常重要的角色。例如,在(zài)超薄件的注塑出產中(如手機電池蓋),經過運用熱流道加熱圈能夠(gòu)很輕鬆地出產出高精度、高質量的產品;關於流動性差的注塑質料(如(rú)LCP),經過運用熱(rè)流道能顯著改進質料的流動性,確保注塑出產順利進行;關(guān)於一些大型注塑件,如熱流道汽車的保(bǎo)險杠和門板、電視機後(hòu)殼(ké)、空調在多型腔的模具注塑中,缺乏(fá)熱流道根本就無法成型。可以說,熱流道是確保流道平衡的最好技能。


