
服務熱線(xiàn):
138-2378-9927
服務熱線(xiàn):
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市(shì)寶(bǎo)安區燕(yàn)羅街道朝陽 路北方永發科技園3棟3樓

1.為了預防溢(yì)料,在試模(mó)或正(zhèng)常使用過程中,要隨時觀測各澆口是否疏通,以及溫(wēn)控儀顯示溫度(dù)的改變情況,尤其是注塑(sù)的資(zī)料是否全部進入模(mó)具型(xíng)腔,一旦出(chū)現異常,當即停止使用(yòng),及時通知航模和設備部進行會診,千萬不能因注不滿而盲目加(jiā)壓,終(zhōng)究導致內加熱分流板體係損壞(huài)。2.內加熱分流(liú)板模具裝置以前,先做靜態測(cè)驗,一切正常後,再裝置模具。3.流道注(zhù)塑模在注塑機上裝置好以後,首要做空運作,查看模具頂出體係、導滑(huá)體係是否正常,有沒(méi)有異常聲響(xiǎng)等。

內加熱分流板(bǎn)體係的長處許(xǔ)多,所以會被許多廠家選用,在這裏分享內加熱分流(liú)板體係的長處或長處。一、成型周期:許多用熱流道模(mó)具出產的薄壁零件的成型周期不到5秒。這是由於轉輪體係的冷卻時刻沒有約束,零件成型(xíng)固化後可(kě)以及時推出。二是節省(shěng)塑料原資料:事實上,在世界上石油和塑料資料(liào)價格昂貴的時代,國際上首要的熱流道出(chū)產商發展迅速。在純暖流道模具中由於沒有(yǒu)冷流道,所(suǒ)以沒有出產浪費。由於熱流道技術是下降資料成本的有效途徑。

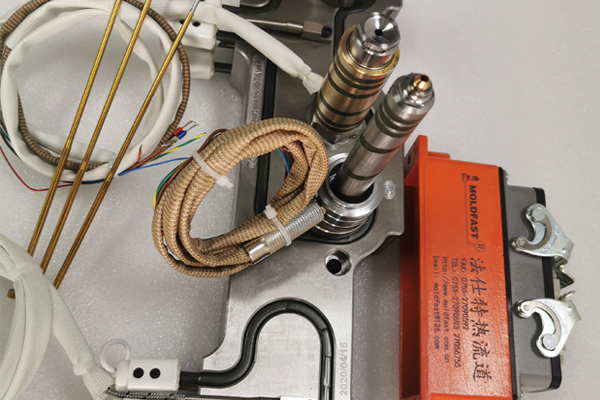
模具工銜接模具的動模(mó)、定模(mó)和熱半模冷卻水路,如對動模、定模兩邊模溫要求不同(tóng),則有必要銜接獨自的回圈水路(lù);如對產品外(wài)觀質量要求(qiú)高的,建議最好(hǎo)將動、定模兩邊的模溫獨自銜接:如熱半模側(cè)暖流(liú)道加熱發生的熱量較多時,可把其冷卻水路獨自銜接;如熱半模側內加(jiā)熱分流(liú)板加熱發生的熱量被範本吸收(shōu)或傳遞流失較多,可接合適溫度(dù)的模溫水以補(bǔ)償熱量損失。內加熱分流板與溫控器之間的加熱(rè)電纜線銜接,應按照插頭的標誌正確銜接,並把插頭鎖扣扣好以防鬆動。
在打針機料筒裏和暖流道的流道中(zhōng),固化或半固化的塑料與金屬表麵之間有很強的粘著現象,甚至使氮化層(céng)別離。打針機的螺(luó)杆和開關式噴嘴的柱(zhù)銷有(yǒu)表麵(miàn)氮化層。在(zài)完畢暖(nuǎn)流道打針模生(shēng)產前(qián),對於高溫塑料和(hé)熱敏性塑料,必須進行換料清洗。內加(jiā)熱(rè)分流板打針模生產完畢後,采用相似打針機的關機步驟操(cāo)作,還必須做(zuò)到如下操作:1、關掉內加熱分流板(bǎn)的加熱器。2、再關掉模具的冷卻體係。對加熱的(de)暖流道體係,要在溫度下降到 80 ℃今後,才能關掉模具的冷卻體係。
開放式內加熱分流板體係:結構比較簡(jiǎn)單內加熱分(fèn)流板,表麵(miàn)質量差,對拆(chāi)料的局限性較高,比較簡單呈現拉絲和熔液泄漏,國外應用比較少,因為同一模具上可以和針(zhēn)閥式混用,所以用的企業還是比較多的。針閥式(shì)熱流道體係:表麵漂亮,節省資料,內部緊密,強度高熱流道,。針閥(fá)式其(qí)實也有(yǒu)兩(liǎng)種(zhǒng)熱流(liú)道(dào),氣缸式和(hé)繃簧式,這個前麵文章(zhāng)有介紹。熱流道模具已被成功地用於加工各種塑料資料。如(rú)PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。

圳熱(rè)流道廠家批發")
