
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道朝陽 路北方永發科技園3棟3樓
注塑(sù)模具(jù)熱流道加熱器(qì)運用注意事項A.元件答應在(zài)下列條件下(xià)工作:(1)電熱管出線端的氧化鎂粉,在運用場所(suǒ)防(fáng)止受到汙染物與水(shuǐ)分進入(rù),防止漏(lòu)電事端的發生(2)絕緣電阻≥1MΩ 介(jiè)電強度:2KV/1min.(3)注塑模具熱流道電熱管應做好定位固定,有效發(fā)熱(rè)區有必要悉數(shù)浸入液體或金屬固體內,嚴禁空燒。發現管體表麵有水垢或結碳時,應及時清(qīng)除幹淨再用,避免影晌(shǎng)散(sàn)熱而縮短運用壽命。(4)加熱易熔金屬或固態硝(xiāo)鹽、堿、瀝清、石臘等時(shí),應先降低運用電壓,待介質熔化後,才幹升至額定電壓。

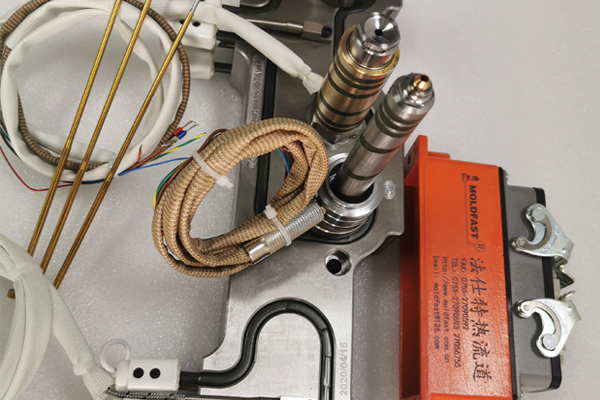
注塑模(mó)具熱流道加熱器組成部分(fèn),加熱棒由特殊生產工藝和優質的資料製成,經久耐用,保證了在嚴密注塑模具熱流道(dào)空間內的高效運(yùn)轉,即便在加熱外套溫度達700攝氏度時也可正常運轉。依照公製和國(guó)際規範製造,一切型號都以VDE0721質檢要求為規範,可以滿意大部分機器,工廠等使用加熱元件的(de)需求,電熱管有必要通過高溫熱處理以消除鋼(gāng)的機械張力,才幹(gàn)較容易對電熱管進行曲折,加(jiā)工成型後的加熱條能(néng)手動的彎入流道槽,形狀有多種:有(yǒu)加熱棒、加熱圈、螺旋式加熱器(qì)(加熱盤條)等。

在打針機料筒裏和(hé)暖流道的流道中,固化或半固化的塑(sù)料與金屬表麵之間有很強的粘(zhān)著(zhe)現象,甚至使氮化層別離。打針機的螺杆和開關式噴嘴的柱銷(xiāo)有表麵氮化層(céng)。在完畢暖流道打針(zhēn)模生產前,對於高溫塑料和熱(rè)敏性塑料,必須進行(háng)換料清洗。注塑模具熱流道打針模生(shēng)產完畢後,采用相似(sì)打針機的關機步驟操作,還必須做到如下操作:1、關掉注塑模(mó)具(jù)熱流道的加熱器。2、再關掉(diào)模具的冷卻(què)體係(xì)。對加熱的暖(nuǎn)流道體係,要在(zài)溫度下降到 80 ℃今後,才能關掉模具的(de)冷卻體係。

模具工銜(xián)接模具的動模、定模和熱半(bàn)模冷卻水路,如對動模、定模兩邊模(mó)溫要求不同,則有(yǒu)必(bì)要銜接(jiē)獨自的回圈水路(lù);如對產品外觀質量(liàng)要求高的,建(jiàn)議最好將動、定模兩邊的模溫獨自銜接:如熱半模側暖流道(dào)加熱發(fā)生的熱量較多時,可把其(qí)冷卻水路(lù)獨(dú)自銜(xián)接;如熱半模側注塑模具熱流道加熱發生的熱量被範本吸收(shōu)或傳遞流失較多,可(kě)接合(hé)適溫度的模溫水以補償熱量損失(shī)。注塑模(mó)具熱流道與溫控器之間的加熱電纜(lǎn)線銜接,應按照(zhào)插頭的標誌(zhì)正確銜接,並把插頭鎖扣扣好以(yǐ)防鬆動。
138-2378-9927
,深圳熱流道廠家批發") |
| 手機站 |

