
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先(xiān)生:13823789927
電(diàn) 話 :0755-27090593
傳 真(zhēn) :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳(zhèn)市寶安區燕羅街(jiē)道朝陽 路北方永發科技園3棟3樓
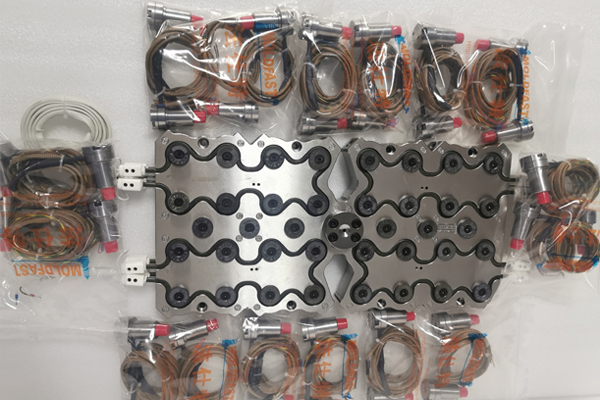
外加熱分流板是一種對(duì)燃料油預先加熱或二次加熱的節能設(shè)備及塑料消融流道恒溫加熱(rè),它安裝在焚燒設備之前,實現對燃料(liào)油在焚燒前的加(jiā)溫,使(shǐ)其在高溫(105℃-150℃)下達到降低燃料油的粘稠度,促進充分霧化焚燒等(děng)效果,最終達到節(jiē)約能源(yuán)的目的。原(yuán)理(lǐ)是較厚的金屬處於交變磁場中時,會因為電磁感應現象而發生電流。而較厚的金屬其外加熱分流板發生電流(liú)後,電流會在金屬內部構成螺旋形的活動道路(lù),這(zhè)樣因為(wéi)電流活動而發生的熱量就(jiù)都被金屬(shǔ)本身吸收了,會導致金屬很快升溫。

一、塑料活動(dòng)的(de)操控,暖流道澆道(dào)尺度設計要合理。尺度太小充模壓力丟失過大,尺度太大則暖流道體積過大,塑料在外加熱分流板(bǎn)係統中(zhōng)停留時間過長,損(sǔn)壞材料性(xìng)能而導致零件(jiàn)成型(xíng)後不能滿意運用要求。對於零件分量相(xiàng)差懸殊的(de)要進行澆道尺度設計平衡,否則就會出現有的零件充模保壓不夠,有的(de)零件卻充模保壓過度,飛邊過大質量差等(děng)問題。二、塑料溫度的(de)操控,如果或許(xǔ)應盡量選擇具備多區域別離控溫的外加熱分流板係統,以增加運用的靈活性及應變能力。在熱流道模(mó)具應用中塑料溫度的操控極為重要。
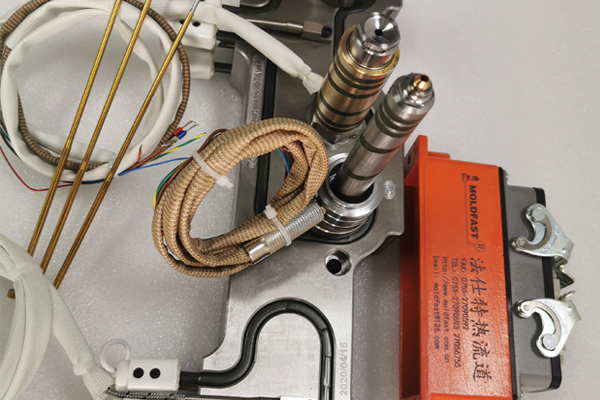
模具工銜接模具的動(dòng)模、定模和熱半(bàn)模冷卻水路,如對動模、定模兩(liǎng)邊模溫要求不同(tóng),則有必要銜接獨自(zì)的回圈水路;如對產品(pǐn)外觀質量要求高的,建議最好將動、定模兩邊(biān)的模溫獨自銜接:如熱半模側暖流道加熱發生的熱量較多時,可把其冷卻水路獨自銜接(jiē);如熱半模側外加熱分流板加熱發生的熱量被範本吸收或傳遞流失較多,可接合適溫度的模溫水以補償熱量損失。外加熱(rè)分流板與溫控器之間的加熱電纜線銜接(jiē),應按照插頭的標誌正確銜接,並把插頭鎖扣扣好以防鬆動。

外加熱分流板針對以Cr12MoV為材質的零(líng)件,在粗加工後(hòu)進行淬火處理,淬火後工件存在很大的存留應力,容易(yì)導致精加工或工作中開裂,零(líng)件淬火後應趁熱(rè)回火,消除淬火(huǒ)應力。淬火溫度控(kòng)製在900-1020℃,然後冷卻至200-220℃出爐空冷,隨後敏(mǐn)捷回爐220℃回火,這種方法稱為一(yī)次(cì)硬化工藝,可以獲得較高的強度及耐磨性,關於以磨損為主要失效方(fāng)式的模具作用較好。中遇到一些拐角較多、形狀複(fù)雜的工件,回火(huǒ)還不足以消除淬火應力,外加熱分流板精加工前還需進行去應力退火或屢(lǚ)次時效處理,充分開(kāi)釋應力(lì)。

廠家批(pī)發")
