
服務熱(rè)線:
138-2378-9927
歡迎來到深圳(zhèn)市法仕特熱流道有限公司官方網站!
服務熱(rè)線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真(zhēn) :0755-27090592
郵 箱(xiāng) :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕羅街道朝(cháo)陽 路北方永發科技園3棟3樓

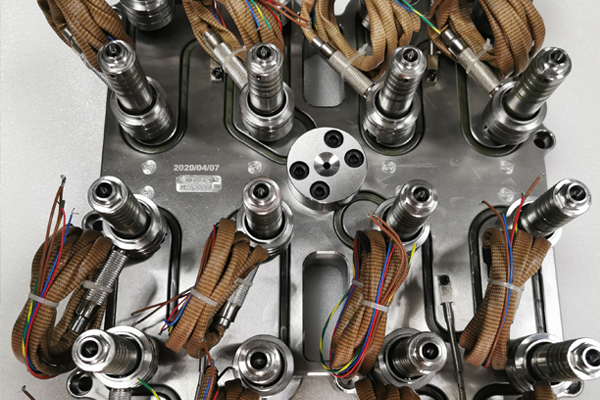
1、安裝前檢測板(bǎn)厚度,熱流道係統一般要檢測四個板碼模板/分流板型腔板(bǎn)/熱嘴固定板/A模。因為這些板模胚廠加工都會有餘量,我們檢測之後心裏有底,經驗豐富的人可以算出所需要的實際閥針長度。2、安裝前(qián)檢測噴嘴深度熱(rè)流道係統,氣缸深度(dù),以下是(shì)幾種氣缸規(guī)格必須要熟知的幾個深度尺寸,熱嘴掛台到封膠位置深度,這個安裝(zhuāng)開放式的也必熱流道須做的。3、安裝前檢測噴嘴角度。針閥(fá)式熱咀,客戶模具(jù)上角度(dù)必(bì)須比(bǐ)閥針角度(dù)大,除非直(zhí)升封膠。
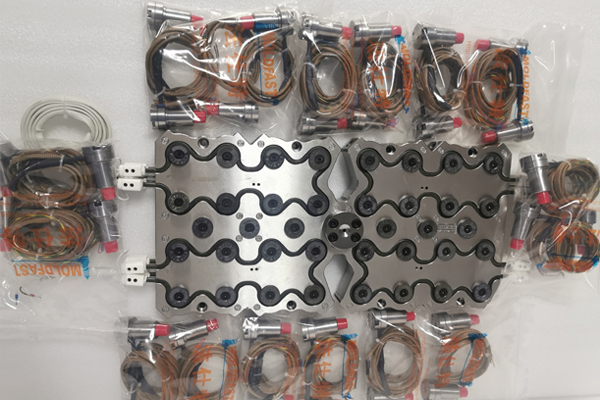
1。整理好(hǎo)模(mó)具,放下上模,用氣(qì)槍整理一切孔洞和模板(bǎn)。2。查看每個孔的尺寸和深度。去除模板上的毛刺。同時查看分閘板螺孔、中心釘、防轉銷孔是否(fǒu)加工結束。3。測試(shì)熱頭,然後(hòu)將其拆下,查看1級密封(fēng)膠是(shì)否接觸到紅丹,2級台階(jiē)是(shì)熱流(liú)道係統否(fǒu)接觸到模具。如果(guǒ)沒有,請中止安裝並查看過錯調整。保證緊密配合且無泄漏。在此過程中當心不(bú)要碰(pèng)傷頂級。4。查看分流板與熱噴嘴的配合,保證一切(qiē)分流板與熱流(liú)道係統熱噴嘴均接觸紅丹,無漏膠現象。
熱流道係統閥針嘴日常保護:1、再次出產時,設置噴(pēn)嘴溫度至高於材料成型溫度或熔融溫度10攝氏度左右,檢查熱流道係統體係的運行(háng)狀(zhuàng)況(kuàng),再根據正確(què)的次序開機操作。2、在批量出產完成後,鏟除模具和噴嘴上一切(qiē)不必要(yào)的質(zhì)料和其(qí)它(tā)雜暖流道物。3、鏟除一切的水分和油汙,塗上防腐(fǔ)劑以防生鏽。4、把模具安放在枯燥、通風的當地。5、如果模具被長期閑置(zhì),要采取措施避免加熱(rè)器受潮。正確運用(yòng)和保護針閥(fá)暖流道閥針不僅能更好的使(shǐ)其發揮作用,而且運(yùn)用壽命還能大大延伸。

開放式熱(rè)流道係統體係:結構比較簡單熱流道係統,表麵(miàn)質量差,對拆料的局限性較(jiào)高,比(bǐ)較簡單呈現拉絲和熔液泄(xiè)漏,國(guó)外應用比較(jiào)少,因(yīn)為同一模具上可以和針閥式混用,所以用的企業還是比較多的。針閥式熱流道體係:表麵漂亮(liàng),節省(shěng)資料(liào),內部緊密,強度高熱流(liú)道,。針閥式其實也有兩種熱流道,氣缸式和繃(bēng)簧式,這個前麵文章有介紹。熱流(liú)道模具已被成功地用(yòng)於加工(gōng)各種塑料資料。如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。

熱流道係(xì)統針對以Cr12MoV為材質的零件,在粗加工後進行淬火處理,淬火後(hòu)工件存(cún)在很大的(de)存留應力,容易導致精加工或工作中開裂,零件淬火後(hòu)應趁(chèn)熱回火,消除(chú)淬火應力。淬火溫度控製(zhì)在900-1020℃,然後冷卻至200-220℃出爐空冷,隨後敏捷回爐220℃回火,這種方法稱為一次硬化(huà)工(gōng)藝(yì),可以獲得較(jiào)高的強度及(jí)耐磨性,關於以磨損為主要(yào)失效方式的模具作用較好。中遇到一些拐角較多、形(xíng)狀複(fù)雜(zá)的工件,回火還不(bú)足以消(xiāo)除淬火應力,熱流(liú)道係(xì)統精加工前還需進行去應力退火或屢次時效處理(lǐ),充分開釋應力。
138-2378-9927
圳熱流(liú)道廠家(jiā)批發") |
| 手(shǒu)機站(zhàn) |

