
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話(huà) :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安(ān)區燕羅街道朝陽 路北方永發科技園3棟3樓

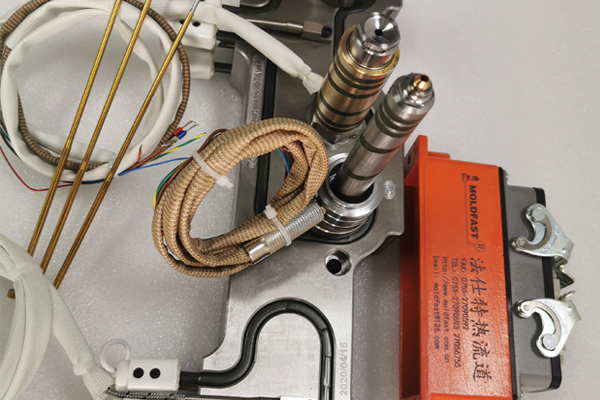
1。在矽(guī)膠冷流道熱嘴封(fēng)膠方位和上台階方位(wèi)掃(sǎo)紅丹,與模具(jù)匹配。2。測試熱頭,然後將(jiāng)其拆下,查看1級密封(fēng)膠是否(fǒu)觸摸到紅(hóng)丹,2級台階是(shì)否觸摸到模具。假如沒有,請停止裝置並查看過錯調整。保證緊密配合且無泄漏。在(zài)此過程中小心不要碰(pèng)傷尖(jiān)端。3。測試代碼模板,查看平麵是否觸摸介子紅線,保證模板壓下分流板介子。4。裝置一切熱噴嘴,一起裝置中心墊、中心銷和防轉移銷。把紅鉛(qiān)掃到它的表麵。5。安置矽膠冷流道熱管嘴接線,使其規整漂亮,並(bìng)將每組線按順序編號(hào)。將線路連(lián)接到插(chā)座。

矽膠冷流道體係FEA的根本過程,正如前麵指出(chū)的,進行矽(guī)膠冷(lěng)流(liú)道體係的FEA剖析(xī)熱流道與使用熱流道old flow進行注塑件的仿真類似(sì)。差異在於在熱流道(dào)體係的FEA是模擬流道體係中的活動而不(bú)是塑料件的活(huó)動。首先,熱流道體係的初始化規(guī)劃是必需的。規劃要清晰表示出熱流道所需的點數(shù),模具上注嘴的大致(zhì)方位和零件大概的重量。無論使用何種FEA軟件,CAE模型應該要能表示(shì)出熱半模(mó)的規劃。流道的長度和間(jiān)隔能夠在以後通過初步剖析再進行調整。

誤區一:矽膠冷流道功率越(yuè)大越好(hǎo),電(diàn)熱器電熱絲的(de)電(diàn)阻是根據設定的功率來選用的,功率越大,總電阻就越(yuè)小(xiǎo)。電熱絲的電阻率有一個適(shì)當的範圍,假如電(diàn)阻率過大過小,就需要很短或很長、很細或很粗的電熱絲,這樣對大(dà)小功率的電熱(rè)器都(dōu)有製造和使用的困難。誤區二:越薄越好,有的客戶在選擇加熱器的時候一味要求薄,並以此作為判別廠家實力的標誌。其實在不要求(qiú)功率(lǜ)與使用壽命的情況下厚度隻(zhī)要0.5的矽膠冷流道加熱(rè)器也能(néng)夠做的,僅僅工序複雜一(yī)點罷了。
矽(guī)膠冷流道加熱器組成部分,加熱棒由特殊生產工藝和優質的資料製(zhì)成(chéng),經久(jiǔ)耐用,保證(zhèng)了在嚴密矽膠冷流道空間內(nèi)的高效運轉,即便在加熱外套溫度達(dá)700攝氏度(dù)時也可(kě)正常運轉。依照公製和國際規範製造,一切型號都以VDE0721質檢要求為規範,可以滿意大部分(fèn)機器,工廠等使用加熱元(yuán)件的需求,電熱管有必要通過高溫熱(rè)處理以消除鋼的機械(xiè)張力,才幹較容易對電熱管進行曲折,加工成型後的加熱條能手動的彎入流道槽,形狀有多種:有加熱棒、加熱圈(quān)、螺旋式加熱器(加熱盤條)等。

矽膠(jiāo)冷流(liú)道(dào)成型零件是指構成製品形狀的各種零(líng)件,包含動模、定模和型腔、型芯、成型杆以及排(pái)氣口等。成型部件由型芯(xīn)和凹模組成。矽膠冷流道型芯(xīn)構(gòu)成製品的內(nèi)外表,凹(āo)模構成製品的外外表形狀。合模後型芯和型腔便(biàn)構成了模(mó)具的型腔。按工藝和(hé)製作要求,有時型芯和凹模由若幹拚塊組(zǔ)合而成(chéng),有時做成全體,僅在易損壞、難加工的部位采用鑲件。為(wéi)確保塑料製品外表的光亮美觀和簡單脫模,凡與塑(sù)料觸摸的外(wài)表,其粗糙度Ra>0.32um,並且(qiě)要耐腐蝕。成型零件一般都經過(guò)熱處理來提高硬度,並選用耐腐蝕的鋼材製作。

發(fā),深圳熱流道廠家批發")
