
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳市寶安區燕(yàn)羅街道朝(cháo)陽 路北方永發科技園(yuán)3棟3樓

誤(wù)區一:熱流道溫控器功率越大越好(hǎo),電熱器電熱絲的電阻是根據設定的功率來選(xuǎn)用的,功率越大,總電阻就越小(xiǎo)。電熱絲的電阻(zǔ)率有一個適當(dāng)的範圍,假如電阻率過大過小,就需要很短或很長、很細或很粗的(de)電(diàn)熱絲,這樣對大小功率的電熱器都有(yǒu)製造和使用的困難。誤區二:越薄越好,有的客戶在選擇加熱器的時候一味要求薄,並(bìng)以此作為判別廠家實力的標誌。其實在不要求功率與使用壽命的情況下厚度隻要(yào)0.5的熱流道(dào)溫控器加(jiā)熱器也能夠做的,僅僅工(gōng)序複雜一點罷了。

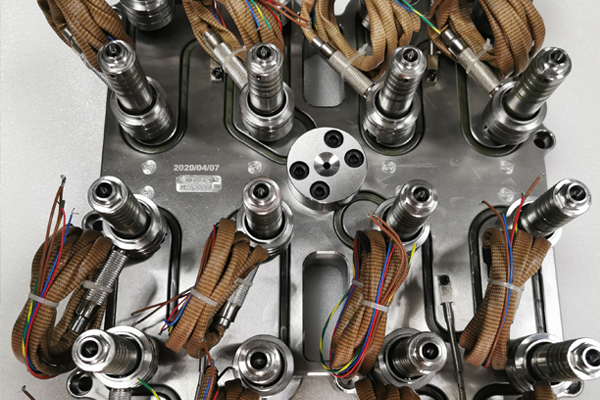
熱流道溫(wēn)控器閥針嘴是熱流道溫控器的重(chóng)要部件,針閥(fá)熱流道閥針嘴的主要特色以(yǐ)及工作(zuò)原理(lǐ)和日常維護。針閥熱流道閥針嘴特色:1、在大型製品的模具中,通(tōng)過次序(xù)控製閥澆口(kǒu),改善甚至消除熔接紋。2、針閥技術能確保產品外表(biǎo)完美澆口質量,澆口痕跡很小,並且針閥能夠做到大(dà)澆口,以減小剪切熱量及壓力損失,降低填充壓力(lì)及提供寬裕的成型環境;3、熱嘴內高(gāo)導熱金屬能堅持(chí)一定熱量(liàng)到澆口處,而模具使用隔熱層防止模具(jù)升溫(wēn),這對非結晶及半結晶塑膠是很(hěn)有益的;

一般情(qíng)況下,熱(rè)流道溫控(kòng)器排氣孔(kǒng)既可設(shè)在型腔內熔料流動的(de)止境,也可設在塑模的分型麵上(shàng)。後者是在凹模一側開(kāi)設(shè)深(shēn)0.03-0.2mm,寬1.5-6mm的淺槽。此外,亦可使用熱流道溫控器頂出(chū)杆與頂出孔的配合(hé)空隙,頂塊和脫模板與型芯的配合空隙等(děng)來排氣。它(tā)是在模具中開設的一種槽形出氣(qì)口,用以排出原有的及(jí)熔料帶入的(de)氣體。熔料注入型腔時,原存於型腔內的空(kōng)氣以及由熔體帶入(rù)的氣體在料流的(de)止境通過排氣口向模外排出,不然將會使製品帶有氣孔、接不良、充模不滿,乃至積存空氣因受緊縮產生(shēng)高溫而將(jiāng)製品燒。
節省資料成本:冷流道和澆口所產生的(de)廢料是很大的,尤(yóu)其是製件體(tǐ)積越大的因流道長廢料更多。這些廢料有的能夠回用(yòng),有的不能回用,即使能回用的,資料的綜合性能也大打折扣,而且還需要回用設備。而熱流道溫控器能夠(gòu)處理這一問題,它消除了冷流道,由於流道在整個加(jiā)工進程(chéng)中都處於熔融狀態,冷卻時刻明顯縮短。打針(zhēn)時(shí)刻的不同也(yě)是選用熱流道溫(wēn)控(kòng)器取代冷流道的一個方麵。打針時(shí)刻的不同(tóng)歸因於填充冷流道需(xū)要額(é)定的時刻。這(zhè)是由於冷流道的模具增加了注塑機開合(hé)模行程。

1、安裝(zhuāng)前(qián)檢測板厚度(dù),熱流道溫控器一般要檢測四個板碼模板/分流板型腔板/熱嘴(zuǐ)固定板/A模。因為這些(xiē)板模胚廠加工都會(huì)有(yǒu)餘量,我們(men)檢測(cè)之(zhī)後心裏有底,經驗豐(fēng)富的人可以(yǐ)算出所需要的實際閥針長度。2、安(ān)裝前檢測噴嘴深度熱流道溫控(kòng)器,氣缸深度,以下是幾種氣缸規格必須要熟知的幾個深度尺寸(cùn),熱嘴掛台到封膠位置深度,這(zhè)個安裝(zhuāng)開放式的也必熱流道須做的。3、安裝前檢測噴嘴角(jiǎo)度。針閥式熱咀,客(kè)戶模具上(shàng)角度必須比閥(fá)針角度大,除非直升封膠。

一。熱流道(dào)溫控器體係塑料模具作業(yè)原(yuán)理。單熱流道溫控器體係主要由單噴嘴、噴(pēn)嘴頭(tóu)、噴(pēn)嘴銜接(jiē)板、溫控箱體係等組成。單端熱流道體係塑料模具結構簡略。熔融的塑料被打針成型機打針到噴嘴的銜接板中。噴嘴到達噴(pēn)嘴頭後,注入腔。二.閥門橡膠口熱流道體係(xì)塑料(liào)模具作業原(yuán)理。閥門橡膠口熱流道體係的塑料模具結構最為複雜,其結構與一般多頭熱(rè)流道體係的塑料模(mó)具結構(gòu)相(xiàng)同(tóng)。別的(de),增加了一(yī)套閥針傳動裝置,控製閥針的啟閉運動(dòng)。傳動(dòng)裝置相當於液壓缸。


