
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話 :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深圳(zhèn)市(shì)寶安區燕羅街道朝陽 路北方永發科技園3棟3樓(lóu)
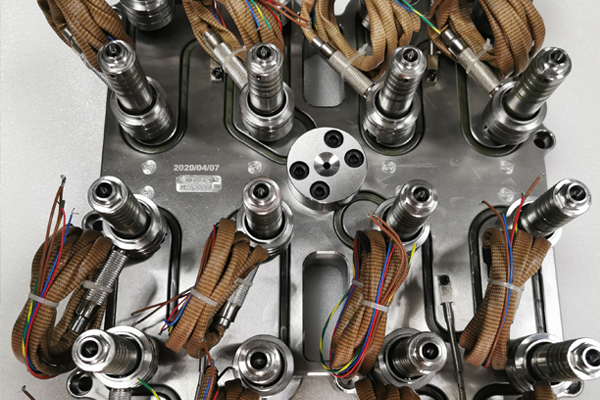
熱流道溫控器是一種對燃料油預先加熱或二次加熱的節能設備及塑料消融流(liú)道恒溫加熱,它安裝在焚燒設備之前,實現對燃料油在焚燒前(qián)的(de)加溫,使其在高溫(105℃-150℃)下達到降低燃料油的粘(zhān)稠度(dù),促進充分霧化焚燒(shāo)等效果,最終達到節約能源的目的。原理是較厚的金屬處於交變(biàn)磁場(chǎng)中時,會因為電磁感應現象而發生電流。而較厚的金屬(shǔ)其熱流道溫控器發生電流後,電流(liú)會在(zài)金屬內部構成螺(luó)旋形的活動道路,這(zhè)樣因為(wéi)電流活動而發(fā)生的熱量就都(dōu)被金屬本身吸收(shōu)了,會導致金屬很快升溫。

熱流道溫控器體係FEA的(de)根本過程,正如(rú)前麵指出的,進行熱流道溫控器體係的FEA剖析熱流道與使用熱流道(dào)old flow進行注塑件的(de)仿真類似(sì)。差異在於在熱流道體係的(de)FEA是(shì)模擬流道體係中的活動而不是塑料件的活動。首先,熱流道體係的初始化規劃是必需的。規劃要清晰表示出熱流道所需的(de)點數,模具上注嘴的大致方位和零件大概的重量。無論使用何種(zhǒng)FEA軟件,CAE模(mó)型應該要(yào)能表示出熱半模的規劃。流道的長度和間隔能夠在以後通過初步剖(pōu)析再進(jìn)行調整。
熱流(liú)道溫控器針對以Cr12MoV為材質的零件,在粗加工後進行淬火處(chù)理,淬火後工件存在很大的存留應力,容易導致精加工或工作中開裂,零件淬火後應趁熱回火,消除淬火應力。淬火溫度控製在(zài)900-1020℃,然(rán)後(hòu)冷卻至200-220℃出爐空冷,隨後敏捷回爐220℃回火,這種方法稱為一次(cì)硬化工藝,可以獲得較高的強度(dù)及耐磨性,關於以磨損為主要失效方式的模具作用(yòng)較好。中遇到一些拐角較多、形狀複雜的工件,回火還不足以消除淬(cuì)火應力,熱流道溫控器精加工前還需進行去應力退(tuì)火或屢次時(shí)效處理,充分(fèn)開釋(shì)應力。

製品功能,冷流道會對熔融樹脂帶(dài)來很大的剪切,這將引起充模不均(jun1)或許充模壓力過高。充模不均可對製品造成一些不利的影響,包含下降製品(pǐn)的強度、鉸接功能及澆口質量。而較高的壓力則會導致模芯更容易發生偏移,然後引起(qǐ)製品壁厚或許重量發(fā)生改動,最終導致(zhì)製(zhì)品的下流操作失敗以及產品不合格。此(cǐ)外,較高的充模壓力還會對注塑機(jī)造成更大的磨損,然後提高(gāo)了熱流道溫控器(qì)機器保護本錢及機器的能耗。因(yīn)此,如(rú)何在熱流道溫控器和冷流道之間做出挑選,則是一個好不容易的問題。

一般情況下,熱流道溫控(kòng)器排氣孔既可設在型腔(qiāng)內熔料流動的止境,也可設在塑模的分型麵(miàn)上(shàng)。後者是在凹模一側開設(shè)深0.03-0.2mm,寬1.5-6mm的淺槽。此外,亦可使用熱流道溫控器頂出(chū)杆與頂出孔的配合空隙(xì),頂塊和脫模板與型(xíng)芯的配合空隙等來排氣。它是在模具中開設的一種槽(cáo)形出氣口,用以(yǐ)排出原有的及熔(róng)料帶入的氣體。熔料注入型腔時,原存於型腔內的空氣以及由熔體帶入的氣體在料流的止(zhǐ)境通過排氣(qì)口向(xiàng)模外排出,不然將會使製品帶有氣孔、接不良、充模(mó)不滿,乃至積存空氣因受緊縮產生高溫而將製(zhì)品燒。

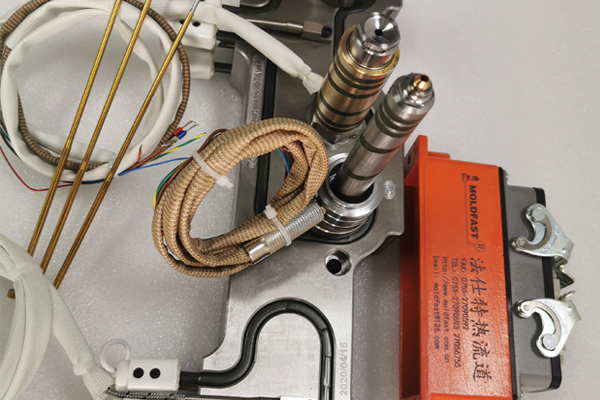
1.主要原因(yīn),溫度操控不妥;熱流道溫控器或澆(jiāo)口尺度過小引(yǐn)起較(jiào)大剪切生(shēng)熱;流道內的死(sǐ)點導致滯熱流道留料受熱時間過長。2.解決對策(1)修正澆口(kǒu)尺度。應盡量防止流道死點,在答應(yīng)範圍內適當熱流道增大澆口直徑(jìng),防(fáng)止(zhǐ)過甚的剪(jiǎn)切生熱。(2)溫度的精確(què)操控。為(wéi)了能精確迅速地測定溫度波動,要使熱電偶熱(rè)流道(dào)溫控器測溫(wēn)頭可靠地觸(chù)摸流(liú)道板或噴嘴壁,並使其坐落每個獨立溫控(kòng)區的中心方位,頭部感溫點與流道(dào)壁間隔應不大於10mm為宜,應盡量使加熱元件在流道兩側均布。
138-2378-9927
道廠家批發,深圳熱流道廠家批發") |
| 手機站 |

