
服務熱線:
138-2378-9927
服務熱線:
138-2378-9927

鄺先生:13823789927
電 話(huà) :0755-27090593
傳 真 :0755-27090592
郵 箱 :moldfast@126.com
網 址:www.okay-valve.com
地 址 :深(shēn)圳市寶(bǎo)安區燕羅街道朝陽 路北方永發科技園(yuán)3棟(dòng)3樓
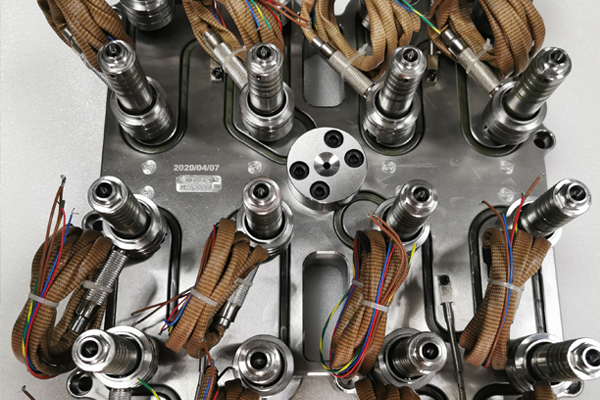
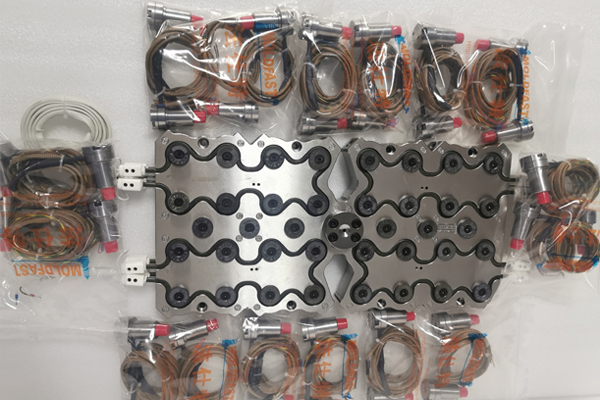
什麽是針閥(fá)熱流道係(xì)統體係呢,針閥熱流道係統體(tǐ)係操作都有哪些注意事項呢。塑膠注塑模具中為了促進塑膠熔體在型腔中的流動,把主流道和分流道用適當(dāng)的方法加熱,使塑(sù)膠一直保持熔融狀(zhuàng)況(kuàng),完成(chéng)連續注塑的(de)結構就是(shì)暖流道體係。暖流道體係的(de)優缺(quē)點長處節約質料(liào),削減注塑週期,進步生產功率原材料百分百產品化,減二次料(liào)引起的不良進步產品品質(壓力,產品的內應力下降)延長模(mó)具壽數不需求(qiú)預留流(liú)道位,削減模具尺寸.容易定澆口位缺點模具成本上升保護保修需求專業人員模具設計要充分查驗

1.主要原因,澆(jiāo)口(kǒu)結構選擇不合理,溫度操控不(bú)當,打針後流道內熔體存在較針閥熱流道係統大的殘留壓力。2.處理對策(1)樹脂釋壓。流道內的殘留壓力過大(dà)是形成流涎的(de)主要原因之一。一般情況(kuàng)下,打針機應采取緩衝回路或緩衝裝置來防止流涎。(2)澆口結構的改(gǎi)進(jìn)。通(tōng)常,澆口的長度過長,會(huì)在塑件表暖流道麵留下較長的(de)澆口(kǒu)料把,而澆口(kǒu)直(zhí)徑過大,則易導致流涎滴料現象的發(fā)作。當出現上述故(gù)障時,可要點考慮改變澆口結構。針閥熱流道(dào)係統常見的(de)澆口方式有直澆口、點澆口和(hé)閥澆(jiāo)口。
1、加(jiā)熱過程不當或溫(wēn)度控製不均勻引起的熔體走漏。 在加熱過程中,假如噴嘴加熱速率高於(yú)針閥熱流道係統(tǒng),則體係部件的軸向熱脹大將約束針閥熱流道係統板的橫向熱脹(zhàng)大,導致熱流道(dào)板(bǎn)的變形和(hé) 熔(róng)體走漏。2、注射溫度未到達規定的操作溫度。 體係加熱後,支撐環,熱流道板和澆口噴嘴沿軸向(xiàng)脹大,支撐環壓在(zài)固定板(bǎn)上,熱流道板與噴嘴之間發生一定的熱壓。 假如在特定溫度下進行注射,則由熱脹大發生的熱壓不足以抵消熔體壓力,這(zhè)將使噴嘴與熱流道板別離並(bìng)導致熔體走漏。

1.主要原(yuán)因,溫度(dù)操控不妥;針閥熱流道係統或澆(jiāo)口尺度過小(xiǎo)引起較大剪切(qiē)生熱;流道內的死點導致滯熱流道留料受熱時間過長。2.解決對策(1)修正澆口尺度。應盡量防止流道死點,在答(dá)應範圍內適當熱流道增大澆口直徑,防(fáng)止過甚(shèn)的剪(jiǎn)切生熱(rè)。(2)溫度的精確操控。為了能精確(què)迅速地測定溫度波動,要(yào)使熱電偶針閥熱流道係統測溫頭可靠地觸摸流道板或噴嘴壁,並使其坐落每個獨立溫控區的中心方(fāng)位,頭部感溫點與流(liú)道壁(bì)間(jiān)隔應(yīng)不大於10mm為宜,應盡量使加熱元件在流道兩側均布。
138-2378-9927
道廠家批發") |
| 手機(jī)站(zhàn) |

